Wie entsteht Zunder auf Stahl?
Zunder bildet sich, wenn man den Stahl erwärmt und der Luftsauerstoff mit dem Eisen an der heißen Oberfläche reagiert. Er besteht aus unterschiedlich dicken Schichten verschiedener Eisenoxide: Wüstit (FeO), Magnetit (Fe3O4) und Hämatit (Fe2O3). Die genaue Ausgestaltung hängt von Zeit, Temperatur, Atmosphäre und Legierungselementen bei der Zunderentstehung ab. Im Unterschied zu Rost enthält der Zunder kein Wasser.
Zunder und Abbrand unterscheiden
Je nach Stahlsorte und Wiedererwärmungsverfahren wandelt sich bei der Weiterbearbeitung zwischen ein und drei Prozent des Werkstoffs in Zunder um. Das ist nicht zu vernachlässigen. Im Hochofen kann der Materialverlust sogar vier Prozent betragen, weil zum Verzundern noch weitere Prozesse das gewünschte Material vermindern. In diesem Fall spricht man von Abbrand, weil sich Verluste nicht nur durch das Verzundern, sondern auch – je nach Definition – durch Verbrennen, Vergasen, Verspritzen oder Verschlacken ergeben. Der Abbrand zeigt auch prozentual an, wie viel Kohlenstoff aus der Schmelze entfernt wurde. Das liegt an der Reaktion des Kohlenstoffs mit dem im Hochofen zugeführten Sauerstoff. Wie viel Material tatsächlich verloren geht, hängt stark vom Werkstoff und der Legierung ab.
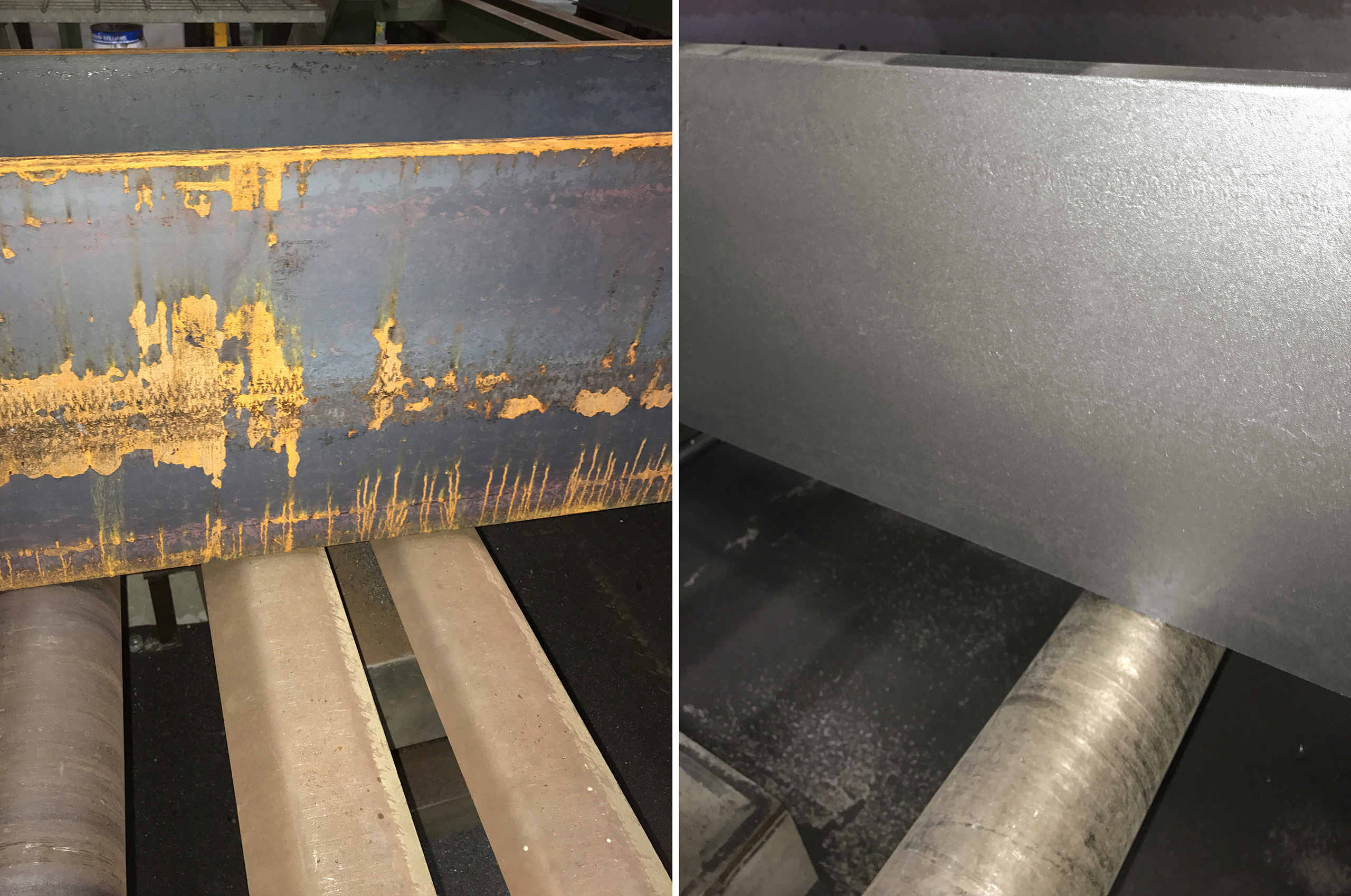
Dass auf dem Stahl noch Zunder haftet, ist leicht erkennbar: Der Werkstoff hat eine schwarz-blaue Farbe – daher auch die Bezeichnung Schwarzstahl. Je dicker ein nicht entzundertes Stahlblech ist, desto dunkler ist es auch. Nach dem Entzundern sieht der Stahl dann immer silbrig-grau aus.
Was versteht man unter Entzundern und warum ist es wichtig?
Als Designelement ist es manchmal gewünscht, dass der Zunder auf dem Werkstoff verbleibt. Das ist allerdings eine Ausnahme, denn für weitere Bearbeitungsprozesse bringt der Zunder deutlich Nachteile mit sich. So kann er in das Werkstück eingearbeitet werden, zum Beispiel durch Einschmieden oder Einwalzen. Das führt zu Oberflächendefekten und Ausschuss. Außerdem verursacht der Zunder beim Schmieden einen deutlichen Werkzeugverschleiß.
Zudem schützt die Zunderschicht nicht vor Rost. Damit der Stahl nicht korrodiert, muss er beschichtet werden. Dies ist ein weiterer Grund dafür, den Stahl zu entzundern. Außerdem erreicht man mit dem Entfernen von Zunder eine höhere Sauberkeit in der Weiterverarbeitung und eine homogene Oberfläche.
Verfahren zum Entzundern: Beizen und Zunderwäscher
Im Gegensatz zum Rost haftet der Zunder vergleichsweise fest auf dem Werkstück. Um ihn zu entfernen, eignen sich verschiedene Verfahren: chemische, elektrochemische und mechanische. Chemisch lässt sich das Entzundern durch Beizen bewerkstelligen. Dieses Verfahren wird zum Beispiel bei Stahlbändern eingesetzt. Sie werden vom Coil abgewickelt und durch ein Salzsäure- oder Schwefelsäurebad gefördert. Nach dem Beizen muss der Stahl mit Wasser gespült werden. Meistens wird er auch in eine alkalische Lösung getaucht, um die Säure zu neutralisieren. Der Grund: Haften noch Säurereste an der Oberfläche, würde der Stahl unweigerlich korrodieren. Beizen birgt zudem die Gefahr der Wasserstoffversprödung des Stahls. Beim elektrochemischen Entzundern wird durch das Beizbad noch elektrischer Strom geleitet. Dies kann beim elektrolytischen Beizen anodisch, kathodisch oder mit Wechselstrom erfolgen. Sowohl bei den chemischen als auch bei den elektrochemischen Verfahren ist es wichtig, vor dem Beizen die Stahloberfläche zu entfetten. Ansonsten können die Beizmittel an den mit Fett bedeckten Stellen nicht einwirken.
Anders ist es beim mechanischen Entzundern. Hier kommen je nach Werkstückgröße sehr unterschiedliche Verfahren zum Einsatz. So sind beispielsweise in Walzstraßen so genannte Zunderwäscher von vorneherein eingebaut. Aus Balken mit speziellen Düsen spritzt dabei Wasser unter Hochdruck schräg auf das gewalzte Stahlblech, um den Zunder zu entfernen. Außerdem helfen verschiedene Bürsten bei diesem Prozess. In bestimmten Fällen sind auch Zunderbrecher integriert, die durch Verformungen mithilfe von Walzen den Zunder vom Stahl entfernen.
Manuelle Methoden, um Zunder von Stahl zu entfernen
Walzstraßen bieten den Vorteil, dass die Geometrie der Werkstücke eindeutig definiert ist: Es handelt sich um Bleche mit bestimmten Abmessungen, die am Ende auf Coils gewickelt werden. Außerdem handelt es sich um einen kontinuierlichen Prozess, in dem große Mengen Stahl bearbeitet werden.
Außerhalb von Walzstraßen kann es jedoch anders aussehen. Sei es, dass nur kleine Mengen bearbeitet werden müssen, weil zum Beispiel eine Stahllieferung nicht richtig entzundert wurde. Oder dass der Zunder nicht von Blechen, sondern von Stahl in anderen Geometrien zu entfernen ist, beispielsweise von Stangen, Stäben, Rohren oder Profilen. Hier sind flexiblere Werkzeuge und Anlagen gefragt.
Hat man es nur mit kleinen Oberflächen zu tun, kann man sich mit handgeführten Werkzeugen wie einem Winkelschleifer behelfen. Da der Zunder ziemlich fest am Werkstück haftet, empfehlen sich spezielle Reinigungsscheiben. Diese enthalten unter anderem Keramik-Schleiflamellen.
Solche manuellen Methoden sind flexibel und schnell anwendbar. Bei größeren Flächen und häufigerem Entzundern wird der Aufwand allerdings schnell zu groß. Hier können dann Maschinen ihre Stärken ausspielen. Für ganz kleine Werkstücke kann zum Beispiel das Gleitschleifen infrage kommen.
Entzundern mit Strahlanlagen bei vielen Werkstück-Geometrien möglich
Ab einer bestimmten Teilegröße ist jedoch das Entzundern mittels Schleuderrad-Strahlanlagen wirtschaftlich sehr interessant. Wenn die Anlage über ausreichend viele Schleuderräder verfügt, kann man damit eine ausreichende Abdeckung sogar bei herausfordernden Geometrien erreichen. Zum Beispiel setzt das Stahlwerk Annahütte eine unserer Strahlanlagen zum Entzundern von Stäben ein. Über Frequenzumrichter lassen sich die Turbinendrehzahl und dadurch die Abwurfgeschwindigkeit des Strahlmittels anpassen. Dadurch kann man die Aufprallenergie des Strahlgutes auf das Werkstück so steuern, dass die geforderten Oberflächenqualitäten bei minimalem Energieeintrag erreichbar sind. Ferner kann dadurch der Verschleiß der Strahlanlage sowie der Verbrauch des Strahlmittels erheblich reduziert werden.
Das Strahlen bietet außerdem den Vorteil, dass man damit in einem Prozessschritt eine komplett gesäuberte und homogene Oberfläche erhält. Damit lässt sich anschließend ein Korrosionsschutz sicher aufbringen. Gemäß DIN EN 1090 wird das Strahlen sogar bauaufsichtlich gefordert, um die hohen Anforderungen beispielsweise an Stahlträgerprofilen zu erfüllen. Mit einer Schleuderrad-Strahlanlage ist man beim Entzundern also in den meisten Fällen auf der sicheren Seite.





