
Perfekte Vorbehandlung für Landmaschinen März 2023
Seit 1988 steht der Name GÖWEIL für das hochwertigste Produktprogramm im Bereich Ballenwickel- und Presstechnik. Weitere Kerngebiete umfassen die Fabrikation von Ballen Auflöse- und Transportgeräten, Hochkippschaufeln sowie Messerschleifern.
Durch den extrem hohen Exportanteil sind GÖWEIL Maschinen nicht nur in Europa, sondern weltweit bekannt und im Einsatz. Ursprünglich war das Unternehmen auf die Produktion von Landmaschinen spezialisiert, mittlerweile sind die Maschinen auch für den Industriegebrauch erhältlich. So wuchs die Zahl der Mitarbeiter auf über 300 und der Umsatz stieg auf rund € 50 Mio.
Als Alleinstellungsmerkmal werden die Produkte ausschließlich für den Profibereich geliefert, dazu überwiegend an Lohnunternehmer. Entsprechend hoch sind die Anforderungen an die Maschinen, was auch für die Oberflächen gilt. Die Kundenbetreuung ist durch eigene Servicestützpunkte im 24/7 Modus bestens organisiert und bildet damit einen weiteren Leistungsaspekt.
Neues Oberflächen- und Montagezentrum auf der grünen Wiese
Die Oberflächen von Landmaschinen sind einer starken mechanischen Beanspruchung ausgesetzt. Daher ist eine gut haftende Lackierung erforderlich. Diese hat neben der Schutzfunktion auch die Aufgabe, den Wert der Maschine auch optisch ansprechend darzustellen. Dies wurde bei GÖWEIL erkannt und entsprechend umgesetzt.
Zu Beginn dieses Jahres wurde ein neues Oberflächen- und Montagezentrum im österreichischen Rainbach im Mühlkreis in Betrieb genommen. Es hat eine Grundfläche von ca. 16.600 m². Hier werden seit dem die Vorprodukte aus dem eigenen Werk im nahegelegenen Kirchschlag sowie aus weiteren Zulieferbetrieben bearbeitet und fertig gestellt. Herbert Göweil, blickt zufrieden auf die neue Produktionsstätte: „Wir sind sehr zufrieden mit der Investition. Es haben sich alle Erwartungen erfüllt. Im ursprünglichen Lackierwerk in Kirchschlag war die Anlage störanfällig. „Großteile mussten händisch gestrahlt werden, dies war natürlich sehr zeitaufwendig.“
Viele Planungen und Anregungen von Besuchen des GÖWEIL -Projektteams bei ähnlich gelagerten Produktionsaufgaben aus anderen Branchen bildeten die Planungsgrundlage. So wurde auch die Frage nach der Entscheidung für eine Nasslackierung anstelle einer Pulverlackierung schnell gefunden. Denn eine Nasslackierung wäre für einige Teile aus dem weiten GÖWEIL-Spektrum auf jeden Fall nötig gewesen. Übrigens wurde ein automatischer Farbwechsel für die drei Standardfarbtöne Blau, Gelb und Schwarz ermöglicht.
Jetzt liegen erste Erfahrungen und Ergebnisse des neuen Betriebs vor. Für die Produkte der Fa. GÖWEIL werden mehr als 1.000 Teile benötigt und 90% davon müssen als Vorbereitung für die anschließende Nasslackierung gestrahlt werden. Die Teile werden von Zunder nach dem Schweißen befreit.
Die Investitionssumme für den gesamten Komplex lag bei über € 27 Mio. und setzt damit einen Leuchtpunkt in dieser Region. Die Planungen wurden gemäß des Produktionsprozesses rücklaufend begonnen. Ausgehend von der zu erwartenden Montagekapazität wurde die Fläche festgelegt.
Auch die Lackieranlage des Herstellers RIPPERT und dafür vorgeschaltet die nasschemische Vorbehandlung, der doppelte Spülprozess mit Haftwassertrockner und auch die AGTOS Strahltechnik wurden anhand dieser Kapazitäten berechnet. Verbunden wurden die Bearbeitungsprozesse, die auch das Maskieren beinhalten, durch ein Reibrad-Fördersystem des Herstellers KJ. Somit ist es möglich, nicht nur nach dem „First-in-first-out“ Prinzip zu produzieren. Das System ermöglicht es, eine geänderte Reihenfolge zu bestimmen. Und das bis zur Montagelinie.
Die jeweiligen Bearbeitungs-Rezepturen werden von der AV festgelegt und hinterlegt. Jeder Warenträger führt einen Datenträger mit sich, auf dem die spezifischen Bearbeitungsparameter gespeichert sind.
Für die auf Wachstum ausgelegte, zukünftige Nutzung wurde eine zweite Lackierlinie eingeplant. Fa. GÖWEIL überlegt, hier eine Roboterlackieranlage einzusetzen, um Standardteile zu bearbeiten.
Interessante Details zur Strahltechnik
Die Strahlaufgaben übernimmt eine AGTOS Durchlaufhängebahn-Strahlanlage vom Typ DHT 25-25. Die zu bearbeitenden Werkstücke verschiedenster Art hängen an Traversen mit einer Länge von 7.000 mm. Der Strahlraum der Anlage kann Werkstückdimensionen von BxH max. 2.500 x 2.500 mm fassen. Das maximale Werkstückgewicht liegt bei 2.000 kg.
Aufgrund der recht unterschiedlichen und verwinkelten Geometrien der Werkstücke, wurde die Anlage mit 16 Hochleistungsturbinen mit je 11,0 kW ausgestattet. Frequenzumformer erlauben die beste Einstellung vielfältiger Bearbeitungsprogramme. Als Strahlmittel kann rundes und kantiges Korn verwendet werden. Die Durchlaufgeschwindigkeit beträgt ca. 1 bis 3 m/min.
Das Strahlmittel wird im Kreislauf gefahren und nach der Reinigung den Turbinen wieder zugeführt. Zwei AGTOS Patronenfilteranlagen vom Typ PF 04-40 sorgen für einen Reststaubgehalt der abgesogenen Luft von </= 1 mg/Nm³. Eine Schalleinhausung senkt den Schalldruck auf unter 80 dB(A), gemessen nach DIN 45635.
Die Werkstücke werden nach dem Strahlprozess abgeblasen und damit von Staub und verbliebenem Strahlmittel befreit. Somit gelangen sie optimal gereinigt zur anschließenden Lackierung.
Mathias Kapfer, Projektleiter des neuen Werkes fasst die Unterschiede zum vorherigen Zustand wie folgt zusammen: „H. Kapfer: Heute sind ca. 90% des Prozesses automatisiert. Das heißt wir hängen die Teile an der Anlage auf, sie fahren über die Fördertechnik vollautomatisch durch die Strahlanlage. Die Rezepte werden dem Warenträger direkt zugeteilt und somit gibt es kein händisches manipulieren oder dergleichen. H. Kapfer: Die Erwartungen und die Herausforderungen waren groß. Es war die richtige Entscheidung, dass wir das mit der Firma AGTOS durchgeführt haben. Der größte Vorteil ist, dass wir unser größtes Bauteil durch die Anlage durchbekommen, sowas war eben früher nicht möglich, weil die großen Grundrahmen händisch gestrahlt wurden.“
Auch das Thema Ressourcenschonung wird positiv bewertet. Kapfer: „Speziell die Durchlaufzeit ist bei dieser Anlage enorm. Wenn man zurückdenkt an den Betrieb in Kirchschlag, benötigten wir für einen großen Grundrahmen händisch ca. eine dreiviertel Stunde. Hier, beim automatischen Strahlen, benötigen wir ca. 10 Minuten. Also es hat sich die Strahlanlage und auch das sehr ins positive verwandelt.“
Fotos:

Blick in die Windsichtung
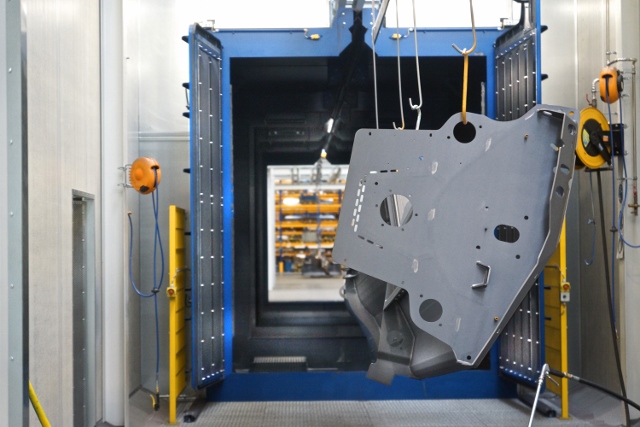
Großes Werkstück nach dem Strahlprozess

V.l.n.r.: Herr Göweil (GF) und Herr Kapfer (Projektleiter) vor der AGTOS Strahlmaschine

Perfekt gestrahlte Oberfläche

Werkstücke nach dem Strahlprozess

Werkstücke vor dem Strahlprozess
zurück zur Übersicht.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)